Ang isang malambot na mas malamig na backpack ay nagdadala ng isang simpleng pangako: panatilihing nagyelo ang yelo nang ilang araw, at huwag tumulo. Lumalabas na ang pangakong iyon ay mas mahirap tuparin kaysa sa sinasabi nito—at ang agwat sa pagitan ng mga produktong nagtataglay nito at mga produktong hindi halos palaging nauuwi sa dalawang desisyon sa engineering: kung saan ginawa ang cooler, at kung paano ito pinagsama-sama.
Bakit Nagsisimula ang Pagpili ng Materyal sa Liner, Hindi sa Shell
Karamihan sa mga mamimili ay sinusuri ang mas malalamig na mga backpack mula sa labas—bigat ng tela, panlabas na pagtatapos, kalidad ng strap. Ang mga bagay na ito, ngunit ang liner ay kung saan tinutukoy ang pangunahing pagganap. Ito ay direktang nakikipag-ugnayan sa yelo, pagkain, at natunaw na tubig nang ilang oras sa isang pagkakataon, at ang ibabaw ang maaaring naglalaman ng tubig na iyon o hinahayaan itong tumakas.
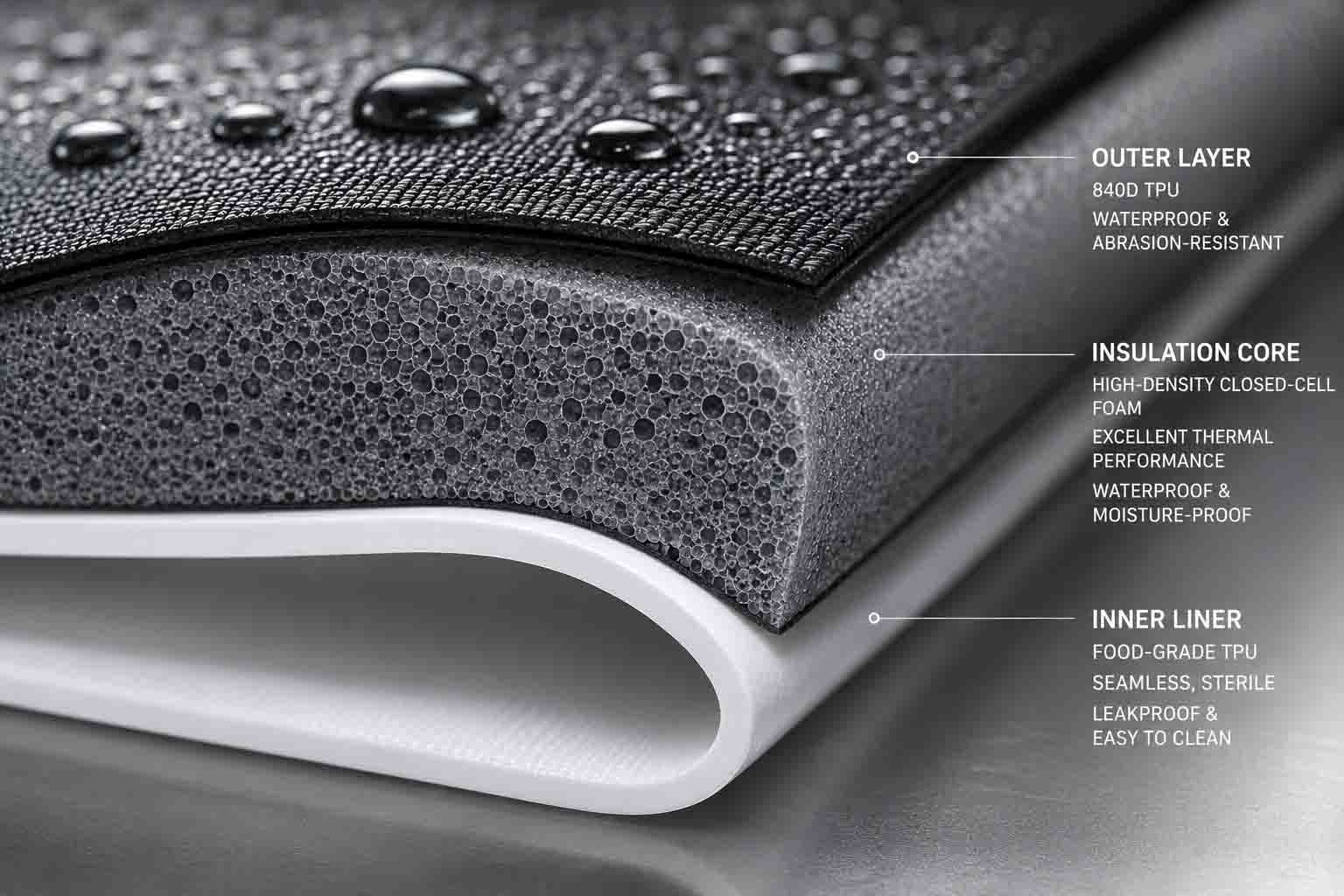
Ang mga premium na soft cooler backpack ay gumagamit ng food-grade TPU (Thermoplastic Polyurethane) para sa panlabas na shell at panloob na lining. Ang pagpili ay hindi basta-basta.
Para sa panlabas, nag-aalok ang TPU ng kumbinasyon ng abrasion resistance, puncture resistance, at flex durability na hindi matutugma ng karaniwang polyester o nylon coatings sa pinalawig na paggamit sa field. Ang isang cooler na gumugugol ng oras na inilagay sa masungit na lupain, nakaimpake sa mga lugar ng kargamento ng sasakyan, o dinadala sa pamamagitan ng makapal na brush ay nag-iipon ng mekanikal na stress sa mga ibabaw nito. Pinangangasiwaan ng TPU ang stress na iyon nang walang pag-crack o delamination sa ibabaw—isang kilalang failure mode sa mga budget cooler fabric na gumagamit ng mas manipis na coatings sa mas mahihinang base fabric.
Ang pag-uugali ng temperatura ay pantay na mahalaga. Ang PVC, ang legacy na materyal para sa hindi tinatablan ng tubig na panlabas na mga produkto, ay nagiging malutong at madaling mag-crack sa mababang temperatura-na lumilikha ng isang balintuna na problema para sa isang produkto na idinisenyo upang hawakan ang yelo. Ang TPU ay nagpapanatili ng kakayahang umangkop sa isang malawak na hanay ng temperatura, kabilang ang malamig na mga kondisyon na tiyak kapag ang isang mas malamig na backpack ay nasa ilalim ng load. Mas lumalaban din ito sa pagkasira ng UV kaysa sa PVC sa ilalim ng matagal na pagkakalantad sa araw, na mahalaga para sa isang produktong ginagamit sa mga panlabas na kapaligiran sa maraming panahon.
Para sa interior liner partikular, ang food-grade certification ay hindi isang marketing designation—ito ay isang materyal na detalye. Ang liner ay dapat na sumusunod sa FDA, BPA-free, at antimicrobial upang maging angkop para sa direktang kontak sa pagkain at inumin. Ang mga kinakailangang ito ay lubos na nagpapaliit sa pagpili ng materyal at nag-aalis ng ilang mga alternatibong mas mura na maaaring makapasa sa isang pangunahing pagsubok sa paglaban sa tubig.
Kung Saan Nabigo ang mga Stitched Cooler, at Bakit Ito ay Structural
Ang pinaka-pare-parehong failure point sa budget soft cooler ay hindi ang insulation foam at hindi ito ang zipper—ito ang tahi sa pagitan ng mga interior liner panel. Ang pag-unawa kung bakit nangangailangan ng pagtingin sa kung ano talaga ang ginagawa ng pagtahi sa isang materyal na hindi tinatablan ng tubig.
Ang pang-industriyang stitching ay sumasali sa mga panel ng tela sa pamamagitan ng pagpasa ng mga karayom sa kanila sa mataas na density. Ang bawat pass ng karayom ay lumilikha ng isang pagbutas sa hindi tinatagusan ng tubig na lamad. Ang isang tipikal na tahi ay maaaring gumawa ng ilang daang mga butas na ito bawat metro ng haba ng tahi. Tinutugunan ito ng mga tagagawa gamit ang seam tape na inilapat sa ibabaw ng tahi, na tumatakip sa mga butas at nagpapanumbalik ng paglaban sa tubig—pansamantala.
Ang problema ay bubuo sa paglipas ng panahon at sa ilalim ng paggamit ng stress. Ang natunaw na tubig ng yelo na nakaupo laban sa mga liner seam ay lumilikha ng pare-parehong hydrostatic pressure. Ang mga flex cycle ng pagdadala ng naka-load na backpack ay paulit-ulit na gumagana sa mga gilid ng tape bond. Ang pagkakalantad sa araw at pagbibisikleta sa temperatura ay unti-unting pinapababa ang pagdirikit ng tape. Sa kalaunan, ang tape ay umaangat sa isang sulok o gilid, makikita ng tubig ang mga butas ng karayom sa ilalim, at ang liner ay tumutulo—hindi sa sakuna, ngunit patuloy, sa paraan na nasisira ang isang bag ng mga pamilihan o nakababad sa isang pakete ng electronics sa isang araw na paglalakbay.
Ito ay isang istrukturang kinalabasan ng paraan ng pagtatayo, hindi isang pagkabigo sa pagkontrol sa kalidad. Ang stitched construction na may seam tape ay maaaring makabuo ng isang produkto na pumasa sa paunang pagsubok sa water resistance. Hindi ito maaasahang makagawa ng isang produkto na nagpapanatili ng pagganap na iyon sa paglipas ng mga taon ng tunay na paggamit.

High-Frequency Welding: Paano Naaalis ang Seam Failure Mode
Ang high-frequency (HF) welding—tinatawag ding RF welding—ay nilulutas ang problema sa stitched seam sa pamamagitan ng pagbabago kung ano ang seam.
Sa halip na mekanikal na ikabit ang dalawang panel ng TPU kasama ng sinulid, ang HF welding ay gumagamit ng electromagnetic energy sa 27.12 MHz upang makabuo ng init sa loob ng TPU material sa join zone. Ang alternating electromagnetic field ay nagiging sanhi ng mabilis na pag-oscillate ng mga polar molecule sa loob ng TPU, na gumagawa ng panloob na friction at init. Sa ilalim ng sabay-sabay na inilapat na pneumatic pressure, ang materyal sa interface sa pagitan ng dalawang panel ay umabot sa temperatura ng pagsasanib nito at ang mga layer ay nagsasama sa antas ng molekular.
Kapag ang electromagnetic field ay tinanggal at ang materyal ay lumalamig sa ilalim ng matagal na presyon, ang dalawang panel ay naging isang tuluy-tuloy na piraso ng materyal sa weld zone. Walang mga butas ng karayom, walang sinulid, at walang tape na nakatakip sa kahit ano. Ang tahi ay hindi selyado-hindi na ito umiiral bilang isang hiwalay na istraktura. Ang panloob na liner ng isang HF welded soft cooler ay epektibong isang solong watertight basin.
Sa mga praktikal na termino, nangangahulugan ito na ang natunaw na tubig ng yelo ay nakaupo sa ibabaw na walang mga daanan ng pagtagos. Walang mga gilid ng tape na iangat, walang mga butas sa tahi upang gumana nang bukas sa ilalim ng presyon, at walang mekanismo ng pagkasira na unti-unting binabawasan ang pagganap ng tahi sa tagal ng serbisyo ng produkto. Isang weld zone na nagtataglay ng tubig sa araw na ang mga produkto ay maghahawak ng tubig sa parehong paraan makalipas ang dalawang taon, kung ipagpalagay na ang base na materyal ay hindi pisikal na napinsala.
Ang paraan ng pagtatayo ay nagbibigay-daan din para sa pagsasama ng mga airtight zipper system na umakma sa welded liner. Kapag ang isang wastong tinukoy na watertight zipper ay ginamit sa tabi ng isang HF welded body, ang resulta ay isang cooler na maaaring itali sa gilid nito, baligtarin, o lumubog nang hindi tumutulo—hindi dahil sa maingat na paghawak, ngunit dahil walang structural na daanan para lumabas ang tubig.

Pagsusuri sa Laboratory: Paano Napapatunayan ang Mga Paghahabol sa Pagganap
Tinutukoy ng mga pagtutukoy ng materyal at mga paraan ng pagtatayo kung ano ang kaya ng isang mas malamig na backpack sa prinsipyo. Tinutukoy ng pagsubok sa laboratoryo kung talagang gumaganap ang isang partikular na produkto sa potensyal na iyon. Para sa mga premium na soft cooler, tatlong test protocol ang pinakamahalaga.
Pagsubok sa Pagpapanatili ng Yelo
Ang pagpapanatili ng yelo ay ang pangunahing claim sa pagganap para sa anumang cooler, at ito ay lubos na sensitibo sa kung paano pinapatakbo ang pagsubok. Ang makabuluhang pagsubok ay naglalagay ng naka-load na palamigan sa isang silid na kinokontrol ng klima na may matagal na temperatura sa paligid—karaniwang 90°F (32°C) o mas mataas, na ginagaya ang mga peak na kondisyon ng tag-init—at sinusukat kung gaano katagal pinananatili ang solidong yelo. Ang premium na konstruksyon gamit ang closed-cell foam insulation na sinamahan ng HF welded seams at airtight na pagsasara ay patuloy na nakakamit ng 48 hanggang 72 oras na pagpapanatili ng yelo sa ilalim ng mga kundisyong ito, depende sa kapal ng foam at paunang pagkarga ng yelo. Ang mga pagsubok ay tumatakbo sa mas mababang temperatura sa paligid, o sa mga pre-cooled na silid, ay gumagawa ng mas mahabang mga numero na hindi nagpapakita ng tunay na paggamit sa labas.
 with a TPU soft cooler backpack inside during ice retention testing; digital temperature display and data logger visible in a QC laboratory setting.")
Hydrostatic Pressure Testing
Ang integridad ng seam sa ilalim ng pressure ay sinusubok sa pamamagitan ng pagpapalaki ng sealed cooler sa isang tinukoy na internal pressure—sinusukat sa Bar—at pag-verify na walang hangin na tumatakas sa mga seam zone o closure system. Ang 1.0 Bar test, katumbas ng hydrostatic pressure ng isang 10-meter water column, ay ang naaangkop na pamantayan para sa mga produktong inilaan para sa tunay na paggamit sa labas kasama ang potensyal na paglubog. Ang mga rating ng IPX7 (1 meter submersion sa loob ng 30 minuto) at IPX8 (sustained submersion na lampas 1 metro) ay dapat ma-verify sa pamamagitan ng chamber testing sa halip na self-certification. Ang HF welded seams ay patuloy na humahawak sa 1.0 Bar; ang mga tinahi na may tape ay karaniwang nabigo sa pagitan ng 0.1 at 0.3 Bar sa ilalim ng parehong test protocol.
Pagsubok sa Pag-drop at Pag-load
Ang isang fully loaded na soft cooler backpack—yelo, pagkain, at inumin na magkasama—ay maaaring tumimbang ng 15 hanggang 20 kilo. Ang harness system, shoulder strap attachment point, at carry handle ay nasa ilalim ng malaking stress sa panahon ng normal na paggamit, at ang stress na iyon ay tumutuon sa weld o stitch attachment point. Inilalapat ng pagsusuri sa pag-load ang maximum na kapasidad ng timbang na na-rate sa carry system at isinasailalim ito sa mga paulit-ulit na drop cycle upang i-verify na ang mga attachment point ay hindi mabibigo sa panahon ng paggamit ng field. Ang pagsubok na ito ay partikular na mahalaga para sa HF welded handle at strap attachment, kung saan ang weld zone ay kailangang humawak ng load-bearing hardware nang walang reinforcement na ibinibigay ng stitching sa fabric-to-hardware junctions.
Ano ang Kahulugan ng Mga Desisyon sa Engineering na ito para sa OEM Sourcing
Ang agwat sa pagganap sa pagitan ng isang premium na soft cooler backpack at isang produkto na kamukha lang ng isa ay halos ganap na tinutukoy ng mga desisyong ginawa sa detalye ng materyal at yugto ng paraan ng konstruksiyon—bago gumawa ng isang yunit. Sa oras na ang isang produkto ay nasa merkado at ibinalik ito ng mga customer para sa pagtulo ng mga tahi o nabigong pagpapanatili ng yelo, naka-lock na ang mga desisyong iyon.
Para sa mga brand na nagsusuri ng mga soft cooler na kasosyo sa pagmamanupaktura, ang mga tamang tanong na itatanong ay tiyak: Anong mga TPU grade ang ginagamit para sa liner, at nagdadala ba sila ng food-grade certification? Ang mga seams ba ay HF na hinangin o tinatahi ng tape, at sa anong presyon ang welds ay napatunayan? Ano ba talaga ang hitsura ng ice retention test protocol—temperatura ng paligid, tagal, at mga kondisyon ng paunang pagkarga? Ginagawa ba ang hydrostatic testing sa bawat yunit o bawat batch?
Ang isang tagagawa na may tunay na kakayahan sa kategoryang ito ng produkto ay magkakaroon ng mga direktang sagot sa lahat ng ito. Ang engineering sa likod ng isang soft cooler backpack na aktwal na gumaganap ay hindi kumplikado upang ipaliwanag-ito ay tiyak lamang, at ang pagiging tiyak ay eksakto kung ano ang naghihiwalay sa isang produkto na nagkakahalaga ng pag-back mula sa isang hindi.